Menu
Menu
Close
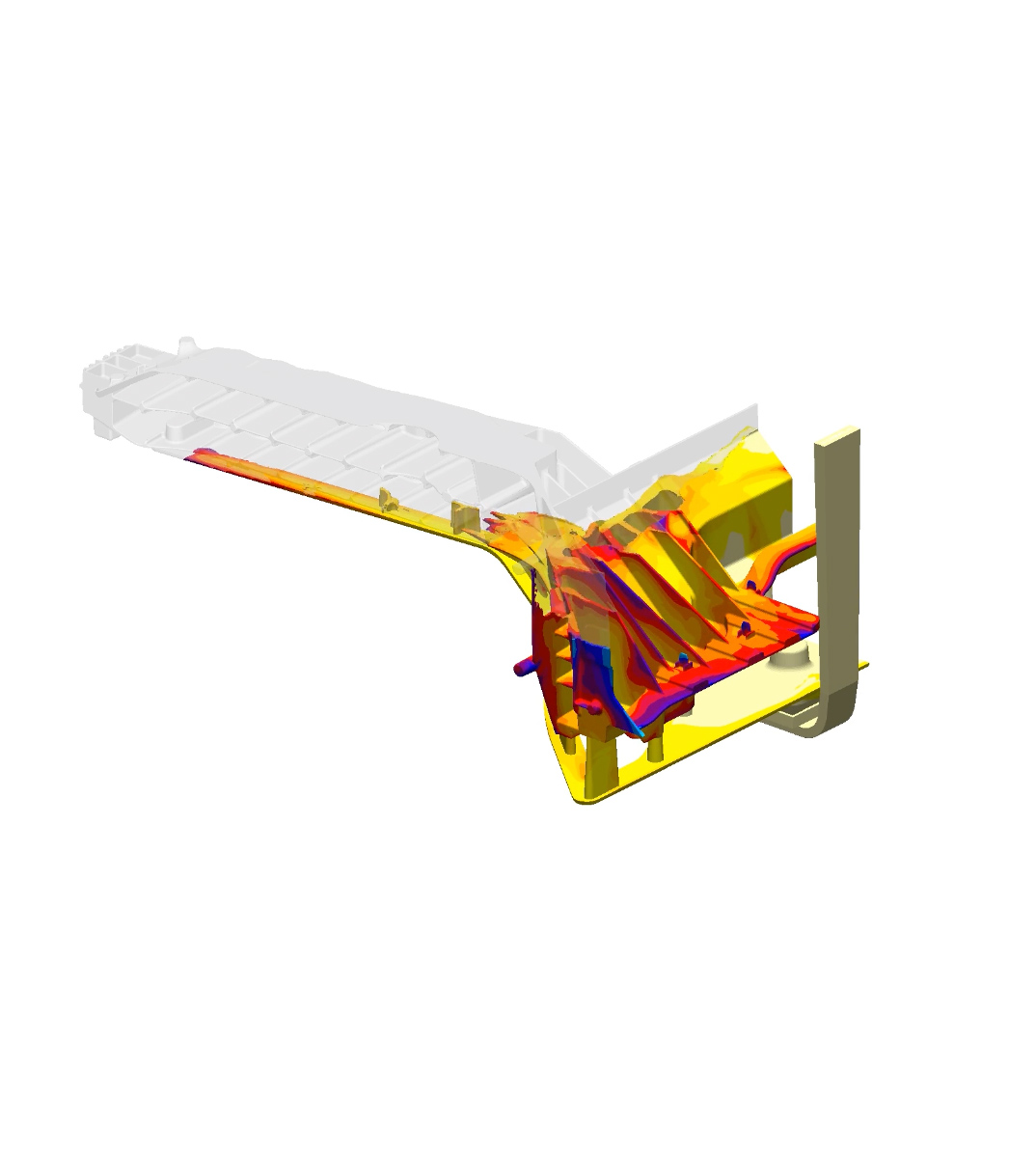
At Grainger & Worrall, we use Magma casting simulation to run virtual trials before any mould is poured. This allows us to refine the casting method, optimise alloy selection, and predict structural and material properties, all in a virtual environment.
Simulation covers both ferrous and aluminium alloys, using the ‘Magma Iron’ and ‘Magma Non-Ferrous’ modules. It also provides insights into residual stress in as-cast and heat-treated components, supporting customer finite element analysis.
By combining our expertise with simulation data, we deliver robust, “right first time” castings that meet customer requirements, reduce costs and shorten lead times.

In the event that tooling needs to be reconstructed or replaced for a customer’s discontinued product, we can reverse-engineer from an existing part using our in-house tools, such as computer tomography and optical scanning. New tooling can then be designed or produced via our tool-less HHS sand printer. Moulds can then be constructed to re-manufacture a duplicate of the original damaged component.
Our tooling design team takes into account core expansions, gas evolutions and contractions that the mould will experience during the pouring and solidification stages of the casting process.
This spectral analysis of the melt is undertaken throughout the production process ensuring that the chemical composition of the cast material is correct, results from this activity form the basis of the physical, mechanical and chemical analysis of your product in order that you can be certain of the ultimate mechanical properties of the finished design.
Computer Tomography is used by Grainger& Worrall in the validation and assurance of casting integrity to create a three dimensional model of the cast component which is then aligned to the customer CAD data.
A surface comparison of the casting enables deviation analysis. CT (Computer Tomography) Scanning also provides a very detailed set of x-ray data for initial material integrity analysis.
The CT department utilises two Yxlon Industrial X-ray machines 24hours a day ensuring integrity of your complex cast aluminium components.
The equipment can be used to scan a wide range of materials and depths. For example:
The dimension in (mm) refers to the maximum thickness of material the x-rays are required to penetrate in the horizontal direction.
Grainger & Worrall are able to reverse engineer through the application of this technology, taking a physical part that may no longer have serviceable tooling. Through the production of an integral solid model we can either produce a rapid prototype or new conventional tooling in support of the production replacement parts.
Having invested close to £1Million in multiple CT machines Grainger & Worrall remains the only UK producer of castings with this technology. Over and above other techniques such as Film or Digital Radiography, Computer Tomography provides accurate 3D measurement to within 0.2mm either in visualisation of defects or verification of dimension. For example, the bubbles so damaging to fatigue life due to their oxide- forming movement through the solidifying metal can now be detected with unparalleled accuracy. Even incipient cracks and internal surface imperfections are measurable in a non-destructive way giving certainty to the assessment of quality. Far from relying upon CT to inspect quality. The transparency that CT provides drives the need for continuous design and process improvement.
Digital Radiography provides high definition non-destructive testing of casting integrity. Additional processing is also provided including Ultrasonic, Dye penetrant and MPI techniques providing a comprehensive array of testing regimes.
Geometric Optical Measurement at Grainger & Worrall uses a series of white light scans to map the external profiles which are then arranged to produce a 3 Dimensional CAD model.
For internal profiles a casting must be sectioned with the internal section scans then being overlaid on the external profile scan to produce a complete model. Fe castings must be sectioned for internal profiles as CT scanning will not work due to the density of the iron. The scanned images of the casting are then converted into a solid model for compatibility with CAD/CAM.
The process of converting a raw data file into a solid model file is called Polygonisation. Polygons are used in computer graphics to produce images that are three-dimensional in appearance and are a large series of flat joined surfaces. Once converted, the file size will be reduced into a manageable amount and allow the model to be modified for future design use.
The now polygonised model represents the rough As-Cast scanned part.
The surface of the model must therefore be redrawn as a smooth surfaced model for ease of casting and verification of dimensional accuracy.
Surface pickup points are placed on the model profile and used to redraw smooth, continuous surfaces and radii. The new surfaces are joined to create a new 3-D model compatible with CAM software.
In house optical Laser scanning and computerised Tomography provides G&W fast and accurate measurement of castings.
Complimenting these computer based technologies CMM and traditional hard line scribing is undertaken when required.
Casting integrity is also checked using either our air decay or water test equipment and is defined in the technical agreement.
The challenge of testing a diverse range of castings is the job of our validation team the size of the component and surface finish are duly considered in order the most appropriate method is employed. Many leak testing applications utilise automated plant due to high volumes however in the prototype environment this luxury is not a relevant consideration.
Castings are tested to customer requirements using bespoke test fixturing and are tested according to various specifications which have become much tighter in recent years. These are directly dependent on the fluid the casting is designed to contain or even if vacuum capability is a requirement.
Engine cylinder blocks are often the most challenging type of casting to leak test because they have multiple galleries for oil, coolant and air. Each gallery will often have different leak rates and test pressure.
A variety of leak testing methods can be used, including helium, air, mass flow and pressure decay.
Tensile testing is undertaken by Grainger & Worrall to validate and determine the yield strength, yield point, tensile strength, elongation, and reduction of area for a given sample.
These tension tests determine the strength and ductility of the cast materials under uniaxial tensile stresses. The results are helpful in comparisons of materials, in the development of new alloys, for quality control.
Proper test piece alignment, grip and face selection are critical factors in obtaining valid test results. Bending moments or side loading are avoided, we custom design and manufacture fixtures to provide repeatable results.
Grainger & Worrall supply product and expertise across the world. The markets served are as diverse as Formula 1, aerospace through to construction and defence projects.
Our challenge has been to provide our customers with quality systems and tools which are tailored to their environments.
The main stay of the process is a project management system which engenders team and individual responsibility with the objective of delivering excellence in our products, processes and timing.





